

Bottom Bracket Shell Repair and Replacement
TW Carbon was started back in 2014 because I was a bike racer in need of multiple repairs at the time. So like many businesses I started the company out of necessity. Over that time through study, trial and error, and experience I have grown to be able to do some fairly complicated repairs. I wanted to share a repair with you that we recently did that is one that’s becoming more common in our shop.
The customer had a very old carbon fiber Scott road bike with an aluminum threaded bottom bracket. Aluminum is a great material to use in bicycle manufacturing and works wonderfully with carbon fiber if treated correctly. Aluminum and carbon fiber cannot touch otherwise a reaction called galvanic corrosion occurs. This corrosion will cause the bond between the aluminum and carbon fiber to break and as what happened with this bottom bracket it came away from the rest of the frame.


The customer realized this when they attempted to remove an old outboard bearing bottom bracket and the entire shell spun. Now this is a very expensive repair it takes a number of steps and a number of tools and jigs to do it correctly.
For the job we needed an industrial drill a 50 mm boring drill bit with diamond encrusted cutting edge. We needed a frame jig to hold the frame steady while we drilled. And then we needed a reamer set to ream the bottom bracket to the correct size for the bottom bracket to be installed in the frame. The bottom bracket shell we installed was carbon fiber. There were a few reasons for this, one being that we are unable to source aluminum bottom bracket shells that are threaded and we don’t have the capacity to create our own. Two, that means the price is slightly lower than if we were going to install and aluminum bottom bracket shell. Three, we like to use and recommend using self-threading bottom brackets from manufacturers like SLF Motion or Wheels Manufacturing. We feel that they fix all of the problems that come with press fitting bottom bracket shells.
To get started we had to remove the aluminum shell and for the most part this is fairly simple since the shell was already free of the bonds in the frame we had to just make a cut using a small Dremel in the middle of the shell.
Next we had to secure the frame in our frame jig and rotate our frame jig 90° so that we would be able to position a drill press to or the frame to the correct dimension of the new bottom bracket shell. This probably took the most amount of time to make sure we had the drill press centered and we’re going to be able to drill all the way through the frame in one shot. We did not want to drill through one side then have to flip the frame over and drill through the other side. Drilling all the way through ensured that we would have the straightest possible borehole. The bottom bracket shell was slightly smaller than the boring drill bit we were using.

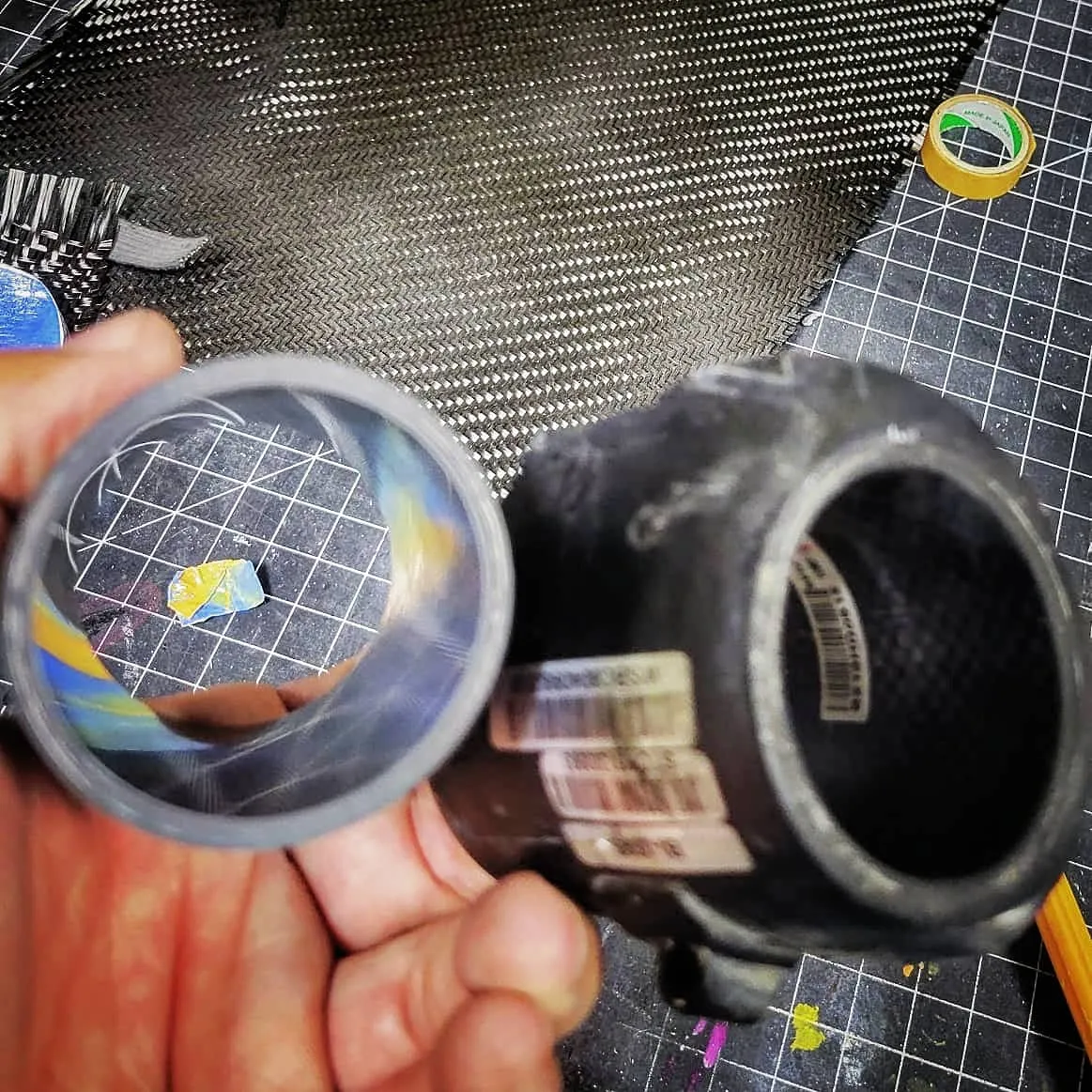
To make up for this we added some additional carbon fiber to the outside dimension of the bottom bracket shell to create more surface that could be adhered to the inside of the bike frame. Once that was ready we were able to epoxy the bottom bracket shell into the frame and to ensure the bottom bracket shell was completely square with the rest of the frame we clamped the frame and the bottom bracket shell into our frame jig.


The bottom bracket shell was larger than required for the frame so we used a Park Tool facing tool to face the outside edge of the bottom bracket to get the correct width and then used a Park Tool reaming tool to ensure that the bottom bracket shell had the correct internal diameter for the self-threading bottom bracket we used.

The bottom bracket was finalized into the frame using unidirectional carbon fiber tow and a little bit of 3K twill weave carbon fiber. We know that this repair will allow our customer to ride his bike frame for many more years and will never have to worry about the bottom bracket shell coming loose ever again.

